
Nash Liquid ring vacuum pumps are essential tools in various industrial and commercial applications due to their reliability, efficiency, and versatility. These pumps are widely used in industries such as chemical processing, pharmaceuticals, power generation, and food processing. This blog will explore the working principle of Nash liquid ring vacuum pumps, their applications, benefits, and why they are a preferred choice in many sectors.

What are Liquid Ring Vacuum Pumps?
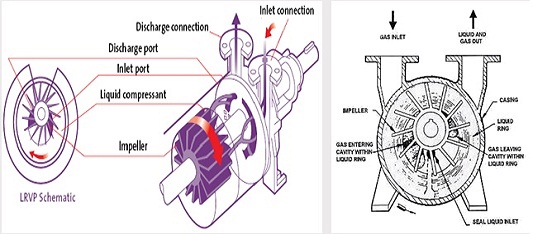
Liquid ring vacuum pumps are a type of positive displacement pump where a liquid, typically water or oil, is used to create a vacuum. These pumps consist of a cylindrical casing containing a rotor with blades that are mounted eccentrically. As the rotor spins, the liquid forms a ring inside the casing, creating the necessary vacuum.
How Do Liquid Ring Vacuum Pumps Work?
Basic Working Principle
The operation of a liquid ring vacuum pump involves the following steps:
- Startup and Liquid Ring Formation: When the pump starts, the rotor begins to spin, and the liquid (usually water) is fed into the pump. Centrifugal force pushes the liquid towards the periphery of the casing, forming a ring of liquid inside the pump.
- Gas Inlet and Compression: As the rotor continues to rotate, gas is drawn into the pump through the inlet port. The eccentric position of the rotor creates varying volumes within the pump chambers. The gas enters these chambers, gets trapped, and is compressed as the volume decreases.
- Gas Discharge: Once the gas is compressed, it is expelled through the discharge port. The continuous rotation of the rotor ensures a steady intake and expulsion of gas, maintaining the vacuum.
- Separation and Recirculation: The expelled gas often contains entrained liquid, which is separated in a discharge separator. The separated liquid is recirculated back into the pump to form the liquid ring, while the gas is vented out.
Key Components
- Casing: The outer shell that houses the rotor and liquid ring.
- Rotor: The central rotating component with blades that facilitate the pumping action.
- Ports: Inlet and outlet ports for gas entry and exit.
- Separator: A device that separates the discharged gas from the liquid, allowing for the recirculation of the liquid.
Applications of Nash Liquid Ring Vacuum Pumps
Nash Liquid ring vacuum pumps are used in a wide range of industries due to their ability to handle large volumes of gas and their tolerance for liquid and particulate contaminants.
Chemical Processing
In the chemical industry, these pumps are used for applications such as vacuum distillation, solvent recovery, and degassing. Their ability to handle aggressive chemicals and their durability make them ideal for harsh chemical environments.

Pharmaceuticals
Pharmaceutical manufacturing often requires precise vacuum conditions for processes like drying, evaporation, and filtration. Nash Liquid ring vacuum pumps provide the necessary vacuum levels with high reliability and minimal contamination risk, which is crucial for maintaining product purity.

Power Generation
In power plants, these pumps are used for condenser exhausting, turbine gland sealing, and other vacuum applications. Their robustness and ability to operate continuously make them a preferred choice in this energy-intensive sector.
Food Processing
The food industry utilizes Nash liquid ring vacuum pumps for applications such as freeze-drying, packaging, and vacuum cooling. These pumps help preserve food quality by removing moisture and oxygen, thus extending shelf life.

Environmental Engineering
Nash Liquid ring vacuum pumps are employed in environmental applications for groundwater remediation, vapor recovery, and wastewater treatment. Their ability to handle wet and humid gases efficiently makes them suitable for these moisture-laden environments.

Benefits of Liquid Ring Vacuum Pumps
Reliable Operation
Liquid ring vacuum pumps are known for their reliable and stable operation. Their simple design with few moving parts reduces the likelihood of mechanical failure, ensuring consistent performance over long periods.
Tolerance to Contaminants
One of the standout features of liquid ring vacuum pumps is their ability to handle gases with high moisture content and particulates. The liquid ring acts as a seal and a coolant, protecting the pump from damage caused by contaminants.
Low Maintenance
The robust construction and simple design of these pumps result in low maintenance requirements. Routine checks and occasional replacement of the seal liquid are usually sufficient to keep the pump running smoothly.
Energy Efficiency
Liquid ring vacuum pumps are energy-efficient, especially when compared to other types of vacuum pumps. Their ability to achieve the desired vacuum levels with lower energy consumption translates to cost savings in the long run.
Versatility
These pumps are versatile and can be used in a wide range of applications across different industries. Their ability to handle various gases and liquids makes them a flexible solution for many vacuum needs.
Quiet Operation
Liquid ring vacuum pumps operate quietly, making them suitable for use in noise-sensitive environments. This characteristic is particularly important in industries where maintaining a quiet workspace is essential.
Factors to Consider When Choosing a Liquid Ring Vacuum Pump
Pump Size and Capacity
The size and capacity of the pump should match the requirements of your specific application. Consider factors such as the volume of gas to be pumped, the required vacuum level, and the operating conditions.
Material Compatibility
Ensure that the pump materials are compatible with the gases and liquids it will handle. For aggressive or corrosive environments, pumps made from stainless steel or other resistant materials are preferable.
Seal Liquid Selection
The choice of seal liquid is crucial for the pump’s performance and longevity. Water is commonly used, but in some cases, oil or other liquids may be more suitable depending on the application and the nature of the gases being pumped.
Maintenance and Serviceability
Consider the ease of maintenance and availability of spare parts when selecting a pump. Pumps with easily accessible components and widely available parts can reduce downtime and maintenance costs.
Efficiency and Operating Costs
Evaluate the pump’s energy efficiency and overall operating costs. An energy-efficient pump may have a higher initial cost but can result in significant savings over time due to lower energy consumption and reduced maintenance needs.
Installation and Maintenance Tips
Proper Installation
Ensure that the pump is installed according to the manufacturer’s guidelines. Proper alignment, secure mounting, and appropriate piping connections are critical for optimal performance and longevity.
Regular Maintenance
Perform regular maintenance checks to ensure the pump operates efficiently. This includes monitoring the seal liquid level, checking for leaks, and inspecting the pump for any signs of wear or damage.
Seal Liquid Management
Regularly replace the seal liquid to maintain the pump’s performance. Contaminated or degraded seal liquid can affect the pump’s efficiency and lead to increased wear and tear.
Monitoring and Troubleshooting
Implement a monitoring system to track the pump’s performance and identify any issues early. Common signs of problems include unusual noise, vibrations, and a drop in vacuum levels. Address these issues promptly to prevent further damage.
Discover Nash Liquid Ring Vacuum Pumps at Courtney and Nye
Courtney and Nye are strategically positioned with its main office and warehouses just outside Portland, Seattle, and Spokane, ensuring convenient access to a comprehensive inventory of heat exchangers, pumps, and parts. Among the range of solutions offered, Nash liquid ring vacuum pumps emerge as a standout choice for industrial processes reliant on consistent and reliable vacuum performance. For top-tier performance and reliability in your vacuum applications, explore the range of Nash liquid ring vacuum pumps available at Courtney and Nye. Known for their durability and efficiency, Nash liquid ring vacuum pumps are designed to handle the most demanding industrial environments, from chemical processing to power generation. By choosing Nash pumps from Courtney and Nye, you ensure your operations benefit from the best in engineering excellence and innovative technology, backed by a trusted supplier committed to quality and customer satisfaction. Visit our website to learn more about our comprehensive selection and how we can meet your specific vacuum pump needs.
Conclusion
Nash Liquid ring vacuum pumps are indispensable tools in various industrial applications, offering reliability, efficiency, and versatility. Their ability to handle moist gases and particulates, coupled with their low maintenance requirements and energy efficiency, makes them a preferred choice across multiple sectors. By understanding how these pumps work and considering the key factors when selecting and maintaining them, businesses can ensure optimal performance and longevity of their vacuum systems. Whether you are in chemical processing, pharmaceuticals, power generation, or food processing, liquid ring vacuum pumps can provide the robust and efficient vacuum solutions you need.
